IMPROVEMENT OF LOCAL VENTILATION SUCTION DURING PLASMA CUTTING OF SMALL-SCALE PARTS
СОВЕРШЕНСТВОВАНИЕ МЕСТНОГО ОТСОСА ОТ ПЛАЗМЕННОЙ РЕЗКИ МЕЛКОСЕРИЙНЫХ ДЕТАЛЕЙ
JOURNAL: CONSTRUCTION ECONOMIC AND ENVIRONMENTAL MANAGEMENT Volume №4 (81), 2021
Section 1. Construction organization problems
Publication text (PDF): Download
UDK: 69.003
AUTHOR AND PUBLICATION INFORMATION
AUTHORS:
- Sivachenko Yu.A., V.I. Vernadsky Crimean Federal University, Simferopol, Crimea
TYPE: Article
DOI: https://doi.org/10.37279/2519-4453-2021-4-28-32
PAGES: from 28 to 32
STATUS: Published
LANGUAGE: Russian
KEYWORDS: localization, removal, welding spray, local suction, plasma cutting.
ABSTRACT (ENGLISH): One of the main reasons for the deterioration of the environmental situation in the Russian Federation is air pollution by emissions of harmful substances into the environment, the intensification of which is caused by the decentralization of the sources of their formation. Theoretically, the interaction of a heat jet arising in a room with a supply jet has been studied, and, based on the results obtained, a method for localization and removal of hazards has been developed. The work also gives an ecological and economic assessment of the developed means of protecting air from pollution
ВВЕДЕНИЕ
Ухудшения экологической ситуации в Российской Федерации является следствием загрязнения воздуха выбросами вредных веществ в окружающую среду. Особенно негативные последствия имеют место при загрязнении воздуха аэрозолями, обладающими практически нулевой скоростью осаждения и влияющие на оптические, метеорологические и другие характеристики атмосферы. Наряду с проблемой локализации и удаления вредных веществ от таких мест выделения аэрозолей, существуют трудности при улавливании вредных веществ в организованных выбросах, обусловленные передвижением источника выделений и, соответственно, требующие автономности передвижных устройств очистки, что увеличивает эксплуатационные затраты. Политика государства, направленная на увеличение продолжительности и качества жизни диктует необходимость создания новых подходов, особенно на участках производств с наличием вредных производственных факторов к которым в том числе относится и плазменная резка металла [1-4]. Ввиду того, что плазменная резка относится к сферам деятельности металлообработки сопряженным с вредным воздействием различных факторов на здоровье рабочих при развитии технологий, направленных на сохранение здоровья и максимальное их снижение, возможно, добиться качественного улучшения показателей производств в этой сфере.
АНАЛИЗ МАТЕРИАЛОВ И МЕТОДОВ
Современные станки плазменной резки являются объединенным комплексом устройств для резки, удаления вредных веществ, а в ряде случаев и автоматической подачи заготовок и транспортировки готовых изделий и представляют собой автоматизированное устройство с программным управлением процессами резки и раскроя деталей, изготовления элементов конструкций и изделий из заготовок, проката [5]. Удаление продуктов горения, при этом, организовано посредствам вытяжного стола, когда поддон всей площади резного стола является вытяжным отверстием, что влечет за собой расходы воздуха вплоть до 12000 м3/ч для развития необходимой скорости всасывания.
Для проверки возможности уменьшения объема всасываемого воздуха при соблюдении требований к значениям ПДК, автором была разработана численная модель процесса плазменной резки с предлагаемым отсосом круглого сечения и торцевой раздачей ограничивающего потока (рисунок 1).
Модель состоит из двух труб, установленных соосно, при этом трубопроводы расположены таким образом, что образовывают межтрубное пространство. Всасывающий поток, организованный побудителем, двигается по внутренней трубе. В межтрубном пространстве двигается в противоточном направлении раздающий поток. Раздающий поток по истечении из отверстия формирует ограничивающую зону. Воздушный поток отражается от диффузора-ограничителя и концентрически распространяется в пространстве.

Рис. 1. Визуализация модели плазменной резки с предлагаемым отсосом.
Для решения численной модели процесса плазменной резки в предложенном виде был применен математический аппарат, предлагаемый программным продуктом FlowSimulation комплекса SolidWorks
ЦЕЛЬ И ПОСТАНОВКА ЗАДАЧИ ИССЛЕДОВАНИЯ
Цель работы состоит в разработке модели, позволяющей уточнить и доработать методики расчета систем локальной вытяжной вентиляции, опираясь на которую возможно получить решения по повышению эффективности работы систем локальной вытяжной вентиляции при плазменной обработке металлов.
Основными задачами исследования приняты, исходя из потребности обеспечения гигиенических условий труда в зонах отведенных под производства [4], связанные с плазменной резкой, в современных производствах:
— определение необходимости совершенствования локальных систем вентиляции. При этом гигиенические условия труда определяются в большей степени организацией способа удаления вредных выбросов, техническим устройством применяемым для локальной вытяжки;
— создание цифровой модели коаксиального отсоса с торцевой раздачей ограничивающего потока;
— визуализация потоков при различных заданных параметрах для получения показателей осевых скоростей с различными расходами воздуха, а также для определения параметров модели при которых достигается устойчивость течения.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Начальными условиями для численного моделирования были приняты следующие данные: атмосферное давление – Pa = 101325 Па, температура воздуха – tн = 20 Со, расход воздуха проходящего в межтрубном пространстве и во внутренней трубе – Qву = 1000 м3/ч, длинна участка трубы внутренней – lву = 500 мм, внешней – lвн = 490 мм. В первом приближении задавался размер диффузора-ограничителя, диаметром Dд = 100 мм с последующим увеличением на 100 мм с итоговым значением 200 мм. Диаметры внутреннего Dв и наружного Dн трубопровода составили 100 мм и 115 мм соответственно. Угол диффузора ограничителя относительно оси трубопроводов – 90о.
На начальном этапе моделирования была выполнена модель соответствующая вышеуказанным параметрам, при этом был получен минимальный диаметр диффузора ограничителя, позволяющий при заданном размере отверстия для истечения воздуха добиться устойчивых показателей потока. Кроме того, была выполнена визуализация потоков (рисунок 2) при различных заданных параметрах для получения показателей осевых скоростей с различными расходами воздуха, а также для определения параметров модели при которых достигается устойчивость течения.
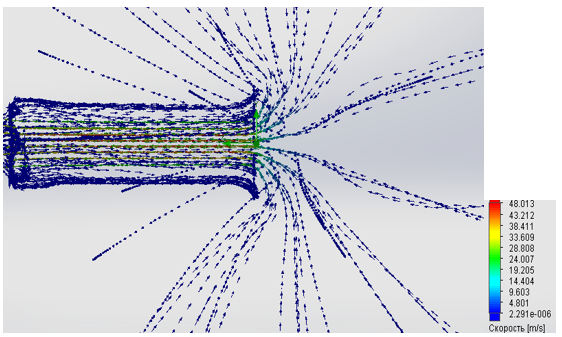
Рис. 2. Визуализация воздушных течений только при удалении воздуха (расход Q=1000 м3/ч)
На визуализации показаны течения воздуха образованные при работе вытяжного устройства с заданным расходом 1000 м3/ч. Подтекание воздушных потоков происходит из всей сферы вытяжного патрубка, что соответствует утверждениям, изложенным ранее. При этом осевая скорость на расстоянии 10-15 см от всасывающего патрубка составила 0,8-1,2 м/c, на расстоянии 30 см – 0,4-0,6 м/с, на расстоянии 45 см скорость воздуха составила 0,1 м/c.
Также, по результатам численного моделирования были получены графики зависимости падения скорости воздуха и увеличения давления при удалении от всасывающего отверстия (рисунки 3, 4).

Рис. 3. График зависимости падения скорости воздуха при удалении от всасывающего отверстия
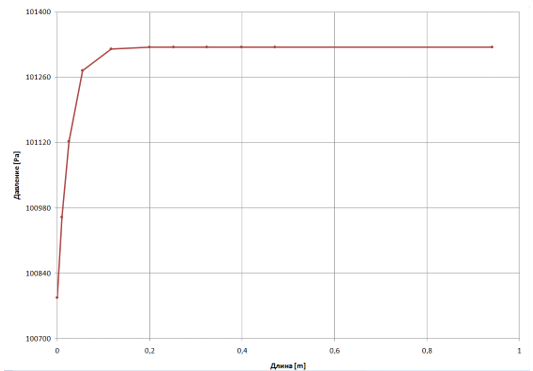
Рис. 4. График зависимости увеличения давления воздуха при удалении от всасывающего отверстия
ВЫВОДЫ
- Разработаны модели коаксиального всасывающего устройства для локальной вытяжной вентиляции. Определены параметры, оказывающие влияние на эффективность работы устройства.
- Определены теоретические значения геометрических параметров, при которых достигается улучшение условий действия всасывающего потока. Получены диапазоны эффективной работы устройства.
- Определены значения диапазонов расходов и скоростей, влияющих на взаимодействие приточной и вытяжной струи.
ЛИТЕРАТУРА
- Официальный сайт B2B Research. Исследование рынка оборудования для плазменной резки и сварки [Электронный ресурс] / B2B Research. – Режим доступа: https://b2bresearch.ru/ru/.
- Концепция ускоренного экспортного развития станкостроительной отрасли на 2018-2025 годы [Электронный ресурс] / Международная кооперация и экспорт в промышленности. – Режим доступа: http://static.government.ru/media/files/NyeLKqLhrJrydnGRBm39nHl0hJNOzHzQ.pdf
- Основные направления деятельности Правительства Российской Федерации на период до 2024 года [Электронный ресурс] / Правительства Российской Федерации. – Режим доступа: http://static.government.ru/media/files/ne0vGNJUk9SQjlGNNsXlX2d2CpCho9qS.pdf.
- Трудовой кодекс Российской Федерации от 30.12.2001 N 197-ФЗ (ред. от 22 ноября 2021 года) // Собрание законодательства РФ. — 07.01.2002. — № 1 (ч. 1). – Ст.266.
- Kolaříková, Marie & Kolařík, Ladislav & Panáček, Tomáš & Králíček, Jan & Kučera, Miroslav & Gurcik, Tomas. Influence of cutting parameters and plasma cutting mode on cutting quality and process noise / Kolaříková, Marie, Kolařík Ladislav, Panáček Tomáš, Králíček Jan, Kučera Miroslav, Gurcik Tomas // Manufacturing Technology. – 2020. – 20. 10.21062/mft.2020.102.
- Куликов О. Н. Охрана труда в металлообрабатывающей промышленности / О. Н. Куликов, Е. И. Ролин. – М.: Стройиздат, 1975. – 483 с.
- Zaycev, O.N. Experimental study of the aerodynamic resistance of a conical-spiral heat exchanger of the outgoing flue gases / O.N. Zaycev, I.P. Angeluck, S.S. Toporen // IOP Conf. Series: Materials Science and Engineering, 2019. – №698 – 055033.
- Евразийская экономическая комиссия Информация о результатах анализа состояния и развития станкостроения в государствах-членах ЕАЭС 2014 г. [Электронный ресурс] / Евразийская экономическая комиссия. – Режим доступа: https://eec.eaeunion.org/upload/structure-files/informatsiya-o-rezultatakh-analiza-sostoyaniya-i-razvitiya-stankostroeniya-v-gosudarstvakhchlenakh-eaes.pdf
- Миллер, С.А. Ацетилен, его свойства, получение и применение. / С.А. Миллер. – М.: Химия, 1969. – 680 с
- Девисилов В.А. Учебник для СПО. – М.: УчИздат, 2013. – 448 с.
- Писаренко В.Л. Вентиляция рабочих мест в сварочном производстве / В.Л. Писаренко, М.Л. Рогинский. – М.: Машиностроение, 1981. – 120 с.
